tel. + 48 690 136 795
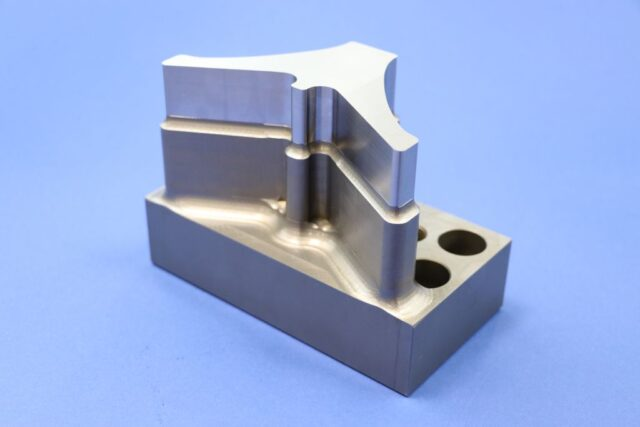
Niestandardowe matryce i stemple wykrawające do tłoczników
Jakich materiałów warto użyć na matryce i stemple do wykrawania blach? Które będą najbardziej przydatne dla Twojego przyrządu lub procesu? Sprawdź.

Najlepsze materiały to oczywiście stal narzędziowa, szybkotnąca i proszkowa przeznaczona do tzw. „pracy na zimno”. Każda z tych stali ma swoje indywidualne właściwości, do konkretnych zastosowań. Warto też skupić się na cenie. Nawet niewielkie matryce lub stemple to kilka kilogramów wagi, a ceny tych stali wahają się od 10 zł za 1 kg, do nawet 300 zł za 1 kg. Warto więc zastanowić się, czego użyć.
My skupiamy się dziś na czterech stalach, które są dość uniwersalną propozycją i cenowo przyzwoitą do zastosowania.
Matryce ze stali K600 (odpowiednik stali 1.2767 produkowany przez firmę Böhler)
Matryce z tej stali polecamy do małoseryjnej i średnioseryjnej produkcji ze względu na średnią odporność na ścieranie (ale wystarczającą do średnioseryjnej produkcji), a także do przyrządów mocno zużytych. Jest to stal o wysokiej udarności, i dobrze sprawdza się w aplikacjach, gdzie precyzja wykonania przyrządu nie jest najwyższa. Matryce z tej stali obrabia się cieplnie, najlepiej w piecu próżniowym z hartowaniem gazowym. Twardość matryc z tej stali dochodzi do około 54 HRC.
Matryce i stemple ze stali K110 (odpowiednik stali NC11LV produkowany przez firmę Böhler)
Matryce z tej stali proponujemy do zastosowania w produkcji wielkoseryjnej, w przyrządach wykonanych dość precyzyjnie, bez luzów, które mają precyzyjne prowadzenie. Czyli muszą być dość stabilne warunki pracy. Proponujemy je do takich warunków, ponieważ materiał K110 ma bardzo wysoką odporność na ścieranie i można wykonać o wiele cięć. Jeżeli warunki będą niestabilne (zużyte przyrządy, mała precyzja wykonania przyrządu), wówczas takie matryce mogą pękać, ze względu na trochę mniejszą odporność na udarność, w porównaniu do stali K600.
Matryce i stemple ze stali K110 najlepiej obrabia się cieplnie w piecu próżniowym z hartowaniem gazowym lub olejowym, poddając je po hartowaniu minimum trzykrotnemu odpuszczaniu, co powoduje znaczne zmniejszenie pokładów austenitu szczątkowego, mającego wpływ na ich kruchość. W wielu przypadkach przed odpuszczaniem warto tę stal wymrażać. Po obróbce cieplnej osiągamy twardość w granicach 58 – 60 HRC. Jak wykazuje nasze doświadczenie, taka twardość matryc i stempli z tej stali jest najbardziej optymalna w normalnych stabilnych warunkach pracy. Większa twardość powoduje zmniejszenie ich odporności na pękanie, a zmniejszenie twardości zmniejsza odporność na ścieranie.
Aby zwiększyć odporność tych matryc, a tym samym zwiększyć produktywność, warto matryce i stemple ze stali K110 dodatkowo pokryć odpowiednimi powłokami PVD. Ale to przy rzeczywiście dużej produkcji.
Matryce i stemple ze stali K340 (Stal firmy Böhler)
Ta stal nie ma odpowiednika w stalach standardowych. Jest produkowana tylko przez firmę Böhler. Inne firmy konkurencyjne działające na polskim rynku (Uddeholm, ZAPP), też mają podobne stale, choć zawsze się czymś różnią. My przywykliśmy stosować, w niektórych przypadkach, stal K340 i dlatego się na niej skupiamy.

Stal ta ma na dobrym poziomie trzy właściwości: udarność, odporność na ścieranie i adhezję mechaniczną. Doświadczalnie (stosując ją u różnych klientów) stwierdziliśmy, że można ją uniwersalnie stosować zamiast matryc i stempli z K600 i K110. Po zastąpieniu matryc i stempli wykonanych ze stali K600 stwierdzamy, że są lepsze w zastosowaniu niż matryce i stemple z K600, i są również lepsze w zastosowaniu od matryc i stempli z K110. W każdym przypadku zwiększa się ich produktywność nawet o 50% -100%.
Tę stal też można pokrywać dodatkowo powłokami PVD dla zwiększenia produktywności.
Matryce i stemple ze stali proszkowej Vanadis 4 Extra (stal firmy Uddeholm)
Stal ta jest produkowana przez firmę Uddeholm. Jest to stal proszkowa wytwarzana technologią metalurgii proszków. Łączy wysoką odporność na zużycie ścierne, z bardzo dobrą ciągliwością i odpornością na wyszczerbienia krawędzi. Dlatego w szczególności polecana jest na matryce i stemple do wykrawania.
Podobnie jak matryce i stemple ze stali K340, polecamy ją do uniwersalnych zastosowań. Ale szczególnie polecamy je do produkcji wielkoseryjnej. W stosunku do stali K110 matryce i stemple z tej stali mogą wykonać o około 300%-500% cięć więcej.
Także przy tej stali możemy wzmacniać obszary robocze powłokami PVD.
MOŻE CHCESZ WYPRÓBOWAĆ MATRYCE I STEMPLE DO TŁOCZNIKÓW NASZEJ PRODUKCJI?

JAK ZAMÓWIĆ MATRYCE I STEMPLE
Przeanalizuj, z jakiego materiału potrzebujesz wykonać matrycę lub stempel. Jeśli chcesz, doradzimy Ci, który materiał zastosować – wtedy musimy porozmawiać z Tobą przez telefon lub przeprowadzić video rozmowę na temat stanu Twojego przyrządu, używanego materiału do wykrawania i Twojego procesu technologicznego.
Jeżeli już wiesz, z jakiego materiału chcesz wykonać matrycę lub stempel, to wyślij do nas mailem rysunek z wymaganiami dotyczącymi stempla lub matrycy – wymiary, tolerancje, chropowatość powierzchni.
NASZ E-MAIL: biuro@toptechpolska.pl
Jeżeli prześlesz do nas wszystkie potrzebne informacje, przygotujemy ofertę i wyślemy ją mailem do Ciebie.
Jeżeli potwierdzisz nam, że oferta jest dobra i prześlesz informację mailową, że zamawiasz zgodnie z ofertą, my rozpoczynamy produkcję matrycy lub stempla.
Po wykonaniu, matrycę lub stempel wyślemy do Ciebie kurierem.